
gap. Directions for grinding are included
in h below.
(2) The same gage is used to check the
travel of the floating valve. This travel is
set at the factory between 0.017 inch and
0.027 inch, by proper machining of the
bushings and floating valve. To check
this travel, the 0.079-inch gage will close
the lower port and should not make the
valve blow, the 0.066-inch gage should
cause a slight leak; both checks being
made with the cylinder charged.
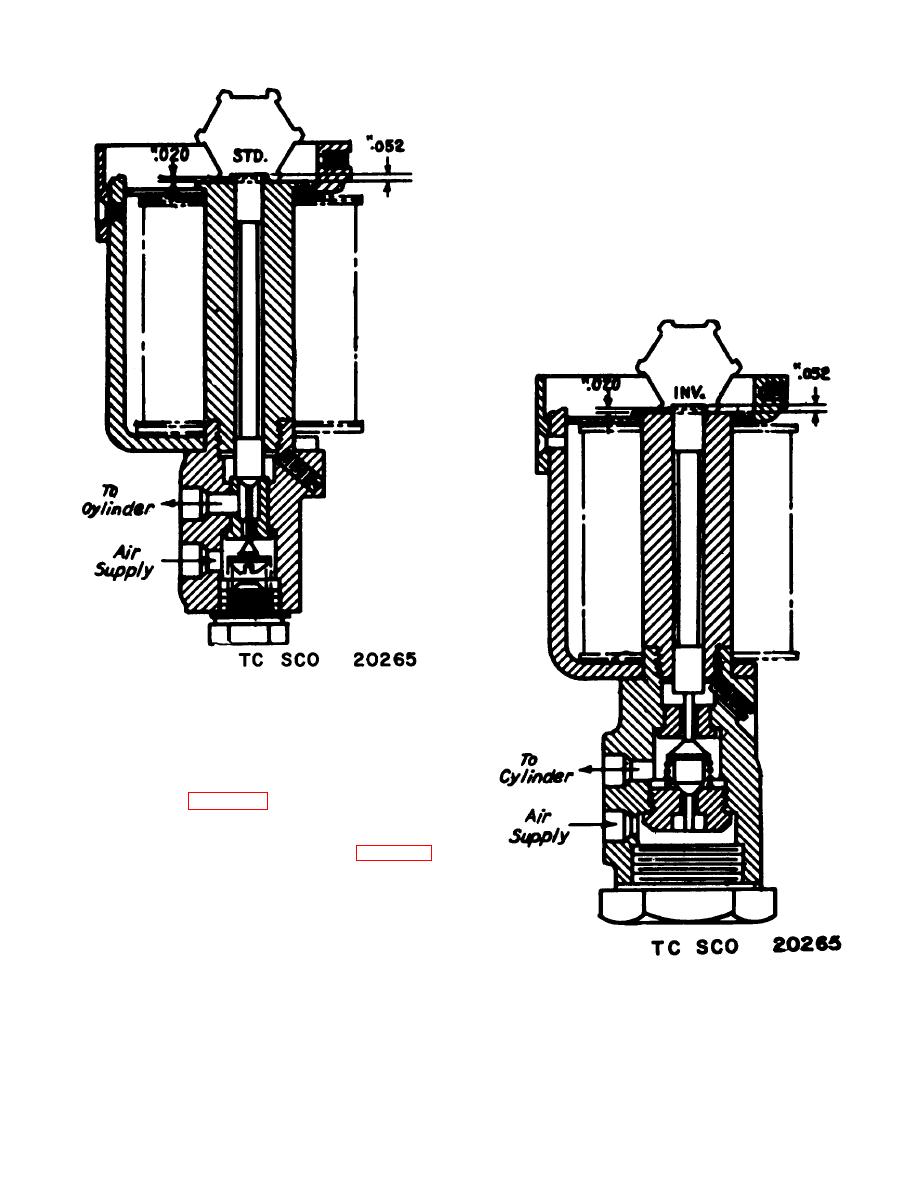
Figure 25. Gage in proper place for checking and
adjusting standard valves.
stem must also be stretched by peening
or a new stem used.
f. Checking and Adjusting Inverted Valves.
(1) Gage, figure 24, is used to check and
adjust the final gap and the length of new
pushrods. Remove the magnet cap and
insert the gage as shown on figure 26.
Flat-file the top of the pushrod until the
0.052-inch gage discharges the cylinder
with a slight leak out the exhaust and the
0.049-inch gage will discharge the
cylinder with the inlet valve tight. The
final air gap is then between the two, or
Figure 26. Gage in proper place for checking and
approximately 0.050 inch. New pushrods
adjusting inverted valves.
have excess length and valves should be
ground to a tight seat before adjusting the
53
